








焦点步进拍摄滑轨

大家都知道在显微镜下观察的标本都是很薄的切片,通过盖玻片压平,这就是为了应对显微镜景深过浅的无奈之举,尽量把标本压缩在焦深范围内。即便是这样,依然有大部分在焦点之外,要想获得一张画面全部都清晰的照片,只能通过焦螺旋拍摄多张焦点位移的照片来合成一张全景深照片。景深过浅这个光学问题无法从根本上解决,只能曲线救国,那就是通过软件算法提取图片序列中对焦清晰的部分,再合成一张全景深的照片。一些优秀的相机厂商为了解决景深过浅这个问题,在机内内置了焦点包围拍摄功能,搭配自动对焦镜头,分区对焦拍摄多张,这才基本解决了低倍的景深问题。但这依旧解决不了显微摄影的景深问题,因为自制的显微摄影镜头是没有镜头对焦结构。
如何获得焦点步进的图片序列就是亟待解决的问题!
在显微镜经过减速齿轮的焦螺旋,要想获得步进一致的焦点位移的难度不亚于特种兵的枪上立子弹,拍摄过程十分枯燥、痛苦、如履薄冰战战兢兢。人非机器,要将焦点以每步增量一致、重复移动数百次,难度可想而知,不能有丝毫差错,否则其中一张照片因焦点移动过多,就会造成景深衔接不上,导致整个拍摄需要重来。
当然手动堆叠也可以拍摄出十分优秀的照片,但是枯燥、繁琐的工作对摄影师的摄影技术没有丝毫提升,反而大大地消耗对摄影的热情,如何通过机械化让人们从中解脱出来?结合显微镜的焦螺旋结构以及镜头的马达技术,一款驮着相机镜头前进的电动导轨就出世了。使用电动导轨的优点之一是每个图像的连续性和精确的增量移动,从而减少了手动带来的诸多问题。借助电动轨道可以获得始终如一的良好结果,还能大大的提升拍摄效率,我们只需设置好参数,把拍摄给电子导轨托管,让机器完成所有无聊的工作,然后去吃碗茶,就可以坐收几百张景别、主体一致而焦点不一的图片序列。
自动堆叠导轨的构成
翻阅了全球知名的几个焦点堆叠自动步进导轨(步进电机控制的调焦架),CognisysStackshot,WeMacro,mjkzz,NOVOFLEX CASTEL-MICRO,它们组成很简单,就是步进电机+滚珠丝杆滑轨+控制器。
步进电机

步进电机的旋转是以固定的角度一步一步运行的,每步的精确度是步进电机重要的特点,可以通过控制脉冲个数来控制角位移量,从而达到准确定位的目的,在非超载的情况下,电机的转速、停止的位置只取决于脉冲信号的频率和脉冲数,而不受负载变化的影响。当步进驱动器接收到一个脉冲信号时,它就可以驱动步进电机按设定的方向转动一个固定的角度,称为“步距角”。
两相步进电机的步距角是1.8°,三相电机是1.2°,五相电机是0.72°。两相、三相、五相步进电机可简单理解为走完一圈分200步、300步、500步;由此,一圈360°,两相电机分200步走完,那么每一步转动1.8°,以此类推,三相电机即为1.2°,五相电机0.72°,由此可见,相数越大精度越高(也不全对),
其实也可有步距角为0.9°的两相电机,它的精度就高于普通的三相电机。
根据公式:
电机力矩公式:T(θ)=To*Sin(Nθ)
力矩硬度:dT(θ)/d=N*To*Cos(Nθ)
(To=最大保持力矩,N=转子齿数,θ=转量)
电机步距角精度是由力矩强度决定的,而力矩强度是由最大保持转矩和转子的齿数决定。 1.8度步进电机转子有50个齿,0.9度步进电机转子则有100个齿。同样的生产工艺,0.9度步进电机精度是1.8度步进电机的2倍。 同时误差也减少一倍,基于电机的制造工艺,整步的步距精确度为+-5%。即指1.8度步进电机的每步偏差±5.4arc,而0.9度步进电机每分钟步偏差±2.7arc。
根据公式:
电机力矩公式:T(θ)=To*Sin(Nθ)
力矩硬度:dT(θ)/d=N*To*Cos(Nθ)
(To=最大保持力矩,N=转子齿数,θ=转量)
电机步距角精度是由力矩强度决定的,而力矩强度是由最大保持转矩和转子的齿数决定。 1.8度步进电机转子有50个齿,0.9度步进电机转子则有100个齿。同样的生产工艺,0.9度步进电机精度是1.8度步进电机的2倍。 同时误差也减少一倍,基于电机的制造工艺,整步的步距精确度为+-5%。即指1.8度步进电机的每步偏差±5.4arc,而0.9度步进电机每分钟步偏差±2.7arc。
滚珠丝杆滑轨

如何步进电机的旋转运动转化为直线运动来推动相机位移呢?
在丝杆和螺母上加工有弧形螺旋槽,当它们套装在一起时便形成螺旋滚道,电机的转动角度使丝杆按照对应规格的导程转化成直线运动。

1898年,人们首次尝试在螺帽与螺杆之间加入钢珠,将传统螺杆的滑动接触转换成滚动接触;以滚动摩擦取代滑动摩擦,将螺帽内的钢珠回转运动转为线性运动,将扭矩转换成轴向反复作用力,以此来改善传统螺杆定位不佳及易损害的情况。 由于具有很小的摩擦阻力,滚珠丝杠被广泛应用于各种工业设备和精密仪器,包括航空航天,计算机,电子,汽车和医疗行业。滚珠丝杠也经常用于制造过程,在机器人、自动化装配线、材料处理设备、输送机、机床、电线控制和精密装配设备中都很常见。
滚珠丝杆的主要参数介绍 :
1、导程也称螺距,即螺杆每旋转一周螺母直线运动的距离,导程与直线速度有关,在输入转速一定的情况下,导程越大速度越快。但如果想要获得较高的精度,则需要选择较小的导程。
2、精度滚珠丝杠按GB分类有P类和T类,即传动类和定位类,精度等级有1、2、3、4…..几种,国外产品一般不分传动还是定位,一律以C0~C10或具体数值表示,一般来说,通用机械或普通数控机械选C7(任意300行程内定位误差±0.05)或以下,高精度数控机械选C5(±0.018)以上C3(±0.008)以下,光学或检测机械选C3以上。特别需要注意的是,螺杆的导程误差不能说明整套丝杠的误差,出厂精度合格不能说明额定使用寿命内都维持这个精度。这是个可靠性的问题,与生产商的生产工艺有关,精度和价格关联性很大。
控制器

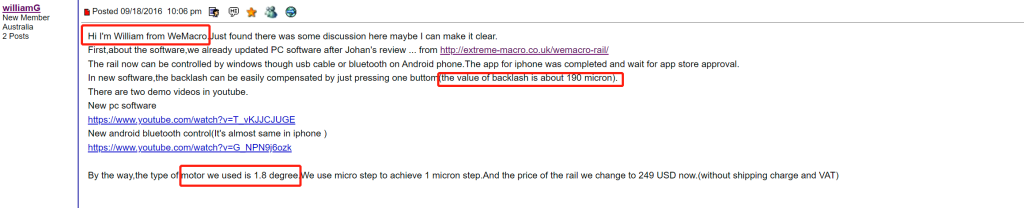
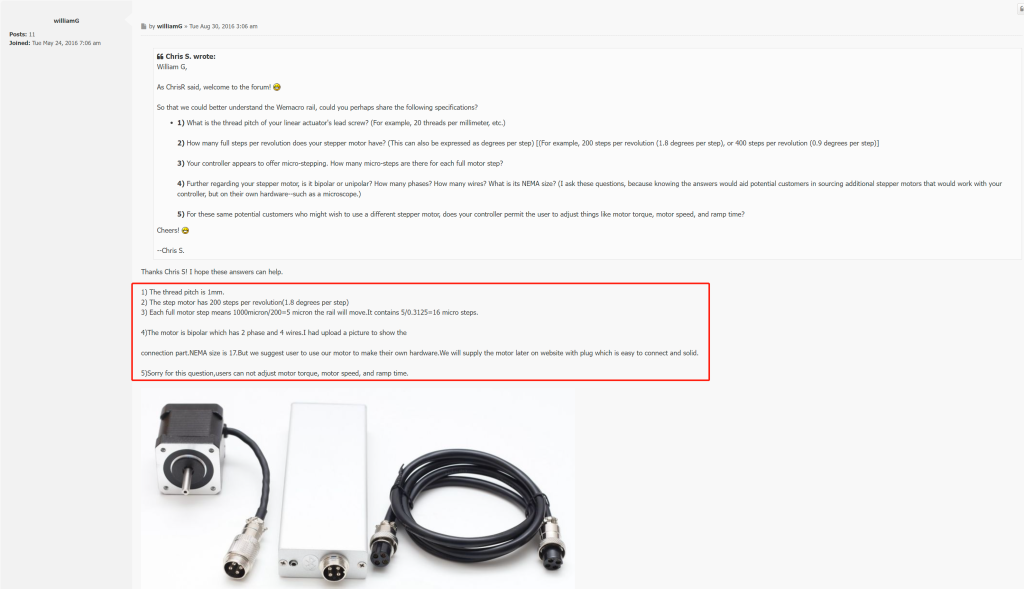
控制器的作用很简单,就是驱动步进电机转动,以及一个继电器触发相机快门。 这些导轨厂商隐去了大量信息,通常只给出步进精度,很难得知电机、基础滑轨的生产信息,经过几天的检索,间接的获取到了一些信息。
1000÷200÷细分数×3≈1
细分数=16
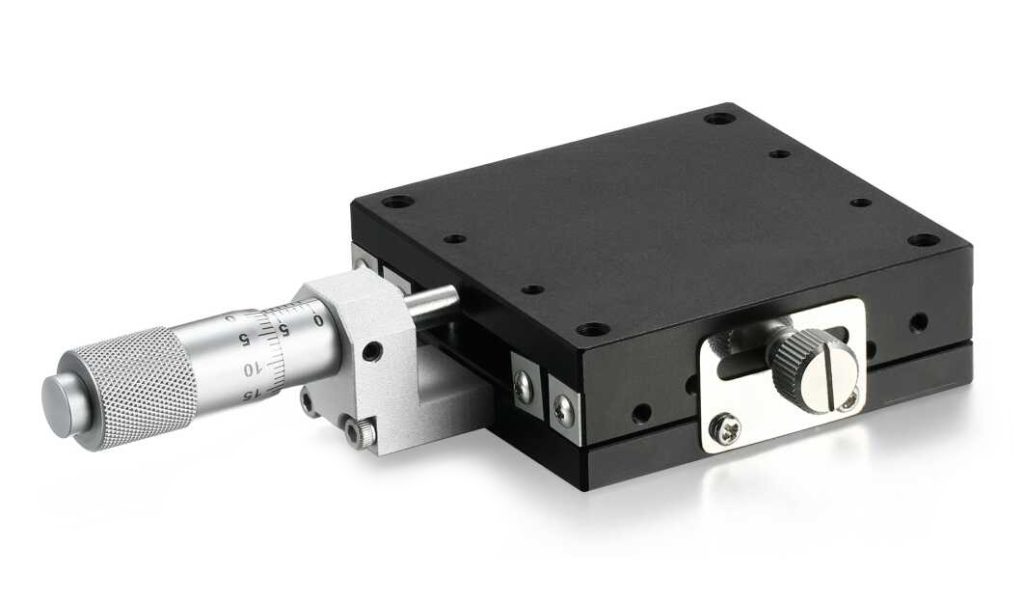
手动导轨
1000÷200÷细分数×3≈1
细分数=16
手动导轨